
Tehnologija proizvodnje margarina
SAŽETAK
Prehrambene kompanije danas, poput drugih proizvodnih preduzeća, ne fokusiraju se samo na pouzdanost i kvalitet opreme za preradu hrane, već i na razne usluge koje dobavljač opreme za preradu može pružiti. Pored efikasnih proizvodnih linija koje isporučujemo, možemo biti partner od početne ideje ili faze projekta do konačne faze puštanja u rad, a da ne zaboravimo ni važnu postprodajnu uslugu.
Shiputec ima više od 20 godina iskustva u industriji prerade i pakovanja hrane.
UVOD U NAŠU TEHNOLOGIJU
VIZIJA I POSVEĆENOST
Shiputec segment dizajnira, proizvodi i prodaje rješenja za procesni inženjering i automatizaciju za mljekarsku, prehrambenu, pićarsku, pomorsku, farmaceutsku i industriju lične njege putem svojih globalnih operacija.
Posvećeni smo pomaganju našim kupcima širom svijeta da poboljšaju performanse i profitabilnost svojih proizvodnih pogona i procesa. To postižemo nudeći širok asortiman proizvoda i rješenja, od inženjerskih komponenti do dizajna kompletnih procesnih postrojenja, uz podršku vodeće svjetske ekspertize u primjeni i razvoju.
Nastavljamo pomagati našim kupcima da optimiziraju performanse i profitabilnost svog postrojenja tokom cijelog njegovog životnog vijeka uz usluge podrške prilagođene njihovim individualnim potrebama putem koordinirane mreže korisničke podrške i rezervnih dijelova.
FOKUS NA KUPCA
Shiputec razvija, proizvodi i instalira moderne, visoko efikasne i pouzdane procesne linije za prehrambenu industriju. Za proizvodnju kristaliziranih masnih proizvoda poput margarina, maslaca, namaza i skratki, Shiputec nudi rješenja koja također uključuju procesne linije za emulgirane prehrambene proizvode poput majoneze, umaka i preljeva.
PROIZVODNJA MARGARINA
Margarin i srodni proizvodi sadrže vodenu fazu i masnu fazu te se stoga mogu okarakterizirati kao emulzije voda-u-ulju (W/O) u kojima je vodena faza fino dispergirana kao kapljice u kontinuiranoj masnoj fazi. U zavisnosti od primjene proizvoda, sastav masne faze i proces proizvodnje se biraju u skladu s tim.
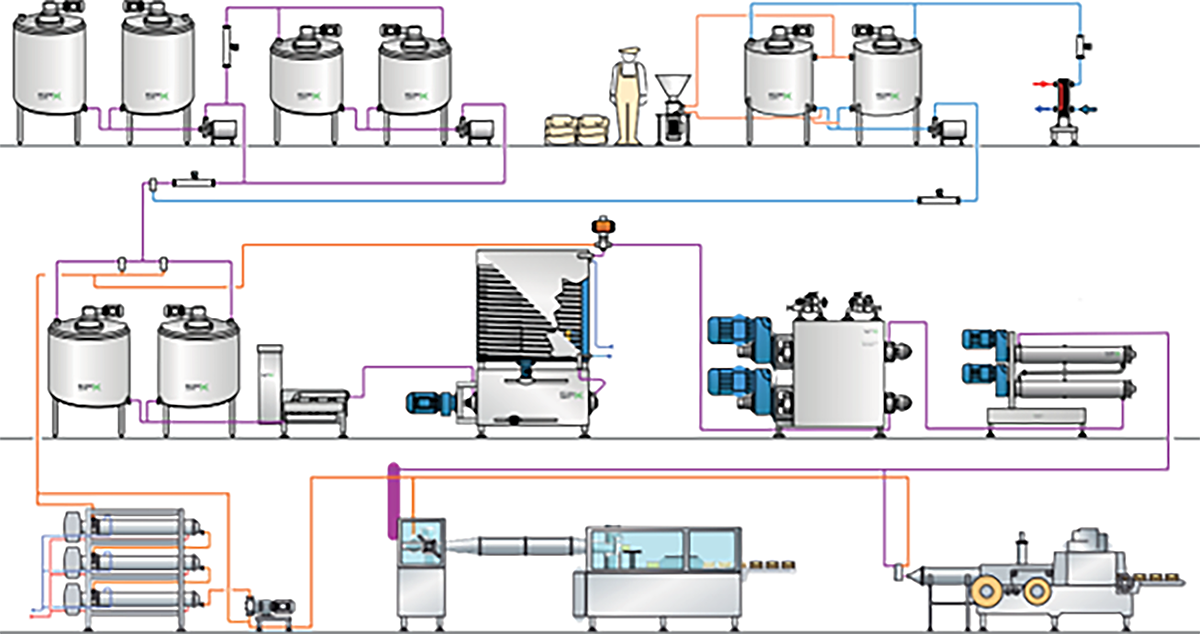
Pored opreme za kristalizaciju, moderni proizvodni pogon za margarin i srodne proizvode obično uključuje različite rezervoare za skladištenje ulja, kao i za pripremu emulgatora, vodene faze i emulzije; veličina i broj rezervoara izračunavaju se na osnovu kapaciteta postrojenja i portfolija proizvoda. Postrojenje također uključuje jedinicu za pasterizaciju i pogon za pretapanje. Dakle, proizvodni proces se općenito može podijeliti na sljedeće podprocese (vidi dijagram 1):

PRIPREMA VODENE FAZE I MASNE FAZE (ZONA 1)
Vodena faza se često priprema šaržno u rezervoaru za vodenu fazu. Voda treba biti dobre kvalitete za piće. Ako se kvalitet vode za piće ne može garantirati, voda se može podvrgnuti predtretmanu pomoću npr. UV zračenja ili sistema filtera.
Osim vode, vodena faza može sadržavati sol ili salamuru, mliječne proteine (stolni margarin i namazi sa niskim udjelom masti), šećer (lisnato tijesto), stabilizatore (namazi sa smanjenim i niskim udjelom masti), konzervanse i arome topive u vodi.
Glavni sastojci u masnoj fazi, mješavini masti, obično se sastoje od mješavine različitih masti i ulja. Da bi se postigao margarin sa željenim karakteristikama i funkcionalnostima, odnos masti i ulja u mješavini masti je odlučujući za performanse konačnog proizvoda.
Različite masti i ulja, bilo kao mješavine masti ili pojedinačna ulja, skladište se u rezervoarima za skladištenje ulja koji se obično nalaze izvan proizvodnog pogona. Čuvaju se na stabilnoj temperaturi skladištenja iznad tačke topljenja masti i uz miješanje kako bi se izbjeglo frakcionisanje masti i omogućilo lako rukovanje.
Osim mješavine masti, masna faza se obično sastoji od manjih sastojaka rastvorljivih u mastima, kao što su emulgator, lecitin, aroma, boja i antioksidansi. Ovi manji sastojci se rastvaraju u mješavini masti prije dodavanja vodene faze, dakle prije procesa emulgiranja.
PRIPREMA EMULZIJE (ZONA 2)

Emulzija se priprema prenošenjem različitih ulja i masti ili mješavina masti u spremnik za emulziju. Obično se prvo dodaju masti ili mješavine masti s visokom tačkom topljenja, a zatim masti s nižom tačkom topljenja i tekuće ulje. Da bi se završila priprema masne faze, u mješavinu masti dodaju se emulgator i drugi sporedni sastojci topljivi u ulju. Kada se svi sastojci za masnu fazu pravilno pomiješaju, dodaje se vodena faza i emulzija se stvara intenzivnim, ali kontroliranim miješanjem.
Za doziranje različitih sastojaka emulzije mogu se koristiti različiti sistemi, od kojih dva rade u serijama:
Sistem mjerača protoka
Sistem rezervoara za vaganje
Kontinuirani linijski sistem emulgiranja je manje poželjno, ali korišteno rješenje, npr. u linijama velikog kapaciteta gdje je dostupan ograničen prostor za rezervoare emulzije. Ovaj sistem koristi dozirne pumpe i mjerače protoka mase za kontrolu odnosa dodanih faza u mali rezervoar emulzije.
Svi gore navedeni sistemi mogu se kontrolisati potpuno automatski. Međutim, neki stariji pogoni još uvijek imaju ručno kontrolisane sisteme za pripremu emulzije, ali oni zahtijevaju mnogo rada i njihova instalacija se danas ne preporučuje zbog strogih pravila sljedivosti.
Sistem mjerenja protoka zasniva se na šaržnoj pripremi emulzije u kojoj se različite faze i sastojci mjere mjeračima protoka mase kada se prenose iz različitih rezervoara za pripremu faza u rezervoar za emulziju. Tačnost ovog sistema je +/-0,3%. Ovaj sistem karakteriše neosjetljivost na vanjske utjecaje poput vibracija i prljavštine.
Sistem rezervoara za vaganje je sličan sistemu mjerača protoka zasnovanom na pripremi emulzije u serijama. Ovdje se količine sastojaka i faza dodaju direktno u rezervoar za emulziju koji je montiran na merne ćelije koje kontrolišu količine dodane u rezervoar.
Tipično, sistem sa dva rezervoara se koristi za pripremu emulzije kako bi linija za kristalizaciju mogla kontinuirano da radi. Svaki rezervoar radi kao rezervoar za pripremu i puferski rezervoar (rezervoar za emulziju), tako da će se linija za kristalizaciju napajati iz jednog rezervoara dok će se nova serija pripremati u drugom i obrnuto. Ovo se naziva flip-flop sistem.
Rješenje u kojem se emulzija priprema u jednom rezervoaru, a kada je spremna, prenosi se u puferski rezervoar iz kojeg se napaja linija za kristalizaciju, također je opcija. Ovaj sistem se naziva sistem premiksa/pufera.
PASTERIZACIJA (ZONA 3)

Iz međuspremnika emulzija se obično kontinuirano pumpa kroz pločasti izmjenjivač topline (PHE) ili niskotlačni izmjenjivač topline sa struganom površinom (SSHE), ili visokotlačni SSHE za pasterizaciju prije ulaska u liniju za kristalizaciju.
Za proizvode s punomasnim udjelom masti obično se koristi PHE. Za verzije s nižim udjelom masti gdje se očekuje da emulzija pokazuje relativno visoku viskoznost i za emulzije osjetljive na toplinu (npr. emulzije s visokim sadržajem proteina) preporučuje se SPX sistem kao rješenje niskog pritiska ili SPX-PLUS kao rješenje visokog pritiska.
Proces pasterizacije ima nekoliko prednosti. Osigurava inhibiciju rasta bakterija i rasta drugih mikroorganizama, čime se poboljšava mikrobiološka stabilnost emulzije. Pasterizacija samo vodene faze je mogućnost, ali pasterizacija cijele emulzije je poželjnija jer će proces pasterizacije emulzije minimizirati vrijeme zadržavanja od pasteriziranog proizvoda do punjenja ili pakiranja gotovog proizvoda. Također, proizvod se tretira u linijskom procesu od pasterizacije do punjenja ili pakiranja gotovog proizvoda, a pasterizacija bilo kojeg prerađenog materijala je osigurana kada se pasterizira cijela emulzija.
Osim toga, pasterizacija kompletne emulzije osigurava da se emulzija dovodi u liniju za kristalizaciju na konstantnoj temperaturi, postižući konstantne parametre obrade, temperature proizvoda i teksturu proizvoda. Osim toga, pojava predkristalizirane emulzije koja se dovodi u opremu za kristalizaciju sprječava se kada se emulzija pravilno pasterizira i dovodi u pumpu visokog pritiska na temperaturi 5-10°C višoj od tačke topljenja masne faze.
Tipičan proces pasterizacije, nakon pripreme emulzije na 45-55°C, uključuje zagrijavanje i držanje emulzije na 75-85°C tokom 16 sekundi, a potom proces hlađenja na temperaturu od 45-55°C. Krajnja temperatura zavisi od tačke topljenja masne faze: što je viša tačka topljenja, to je viša temperatura.
HLAĐENJE, KRISTALIZACIJA I MIJEŠENJE (ZONA 4)
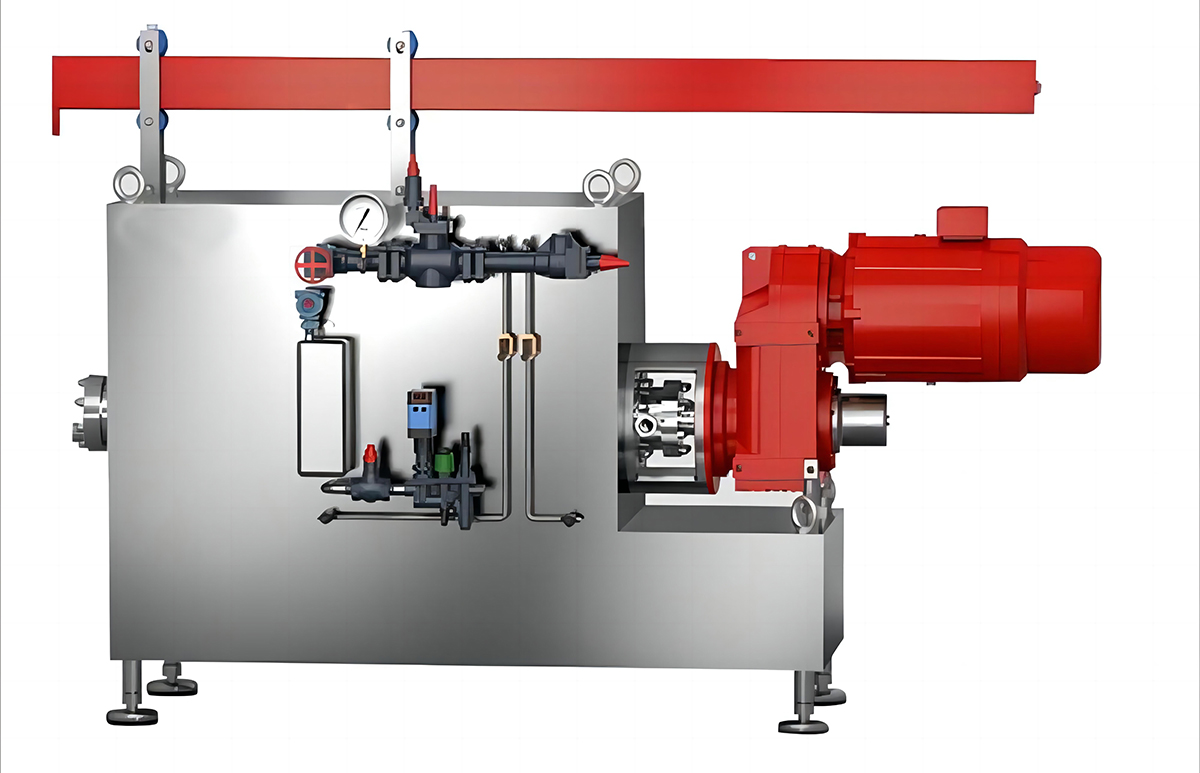
Emulzija se pumpa do linije za kristalizaciju pomoću klipne pumpe visokog pritiska (HPP). Linija za kristalizaciju za proizvodnju margarina i srodnih proizvoda obično se sastoji od visokotlačne SSHE koja se hladi amonijakom ili freonskim rashladnim medijem. Mašina(e) sa klinastim rotorom i/ili međukristalizatori često su uključeni u liniju kako bi se povećao intenzitet i vrijeme miješanja za proizvodnju plastičnih proizvoda. Cijev za mirovanje je završni korak linije za kristalizaciju i uključena je samo ako je proizvod pakiran.
Srce linije za kristalizaciju je visokotlačni SSHE, u kojem se topla emulzija pothlađena i kristalizira na unutrašnjoj površini cijevi za hlađenje. Emulzija se efikasno sastruže rotirajućim strugačima, čime se emulzija istovremeno hladi i mijesi. Kada se mast u emulziji kristalizira, kristali masti formiraju trodimenzionalnu mrežu koja hvata kapljice vode i tekuće ulje, što rezultira proizvodima sa svojstvima plastične polučvrste prirode.
U zavisnosti od vrste proizvoda koji se proizvodi i vrste masti koje se koriste za određeni proizvod, konfiguracija linije za kristalizaciju (tj. redoslijed cijevi za hlađenje i mašina sa igličastim rotorom) može se prilagoditi kako bi se osigurala optimalna konfiguracija za određeni proizvod.
Budući da linija za kristalizaciju obično proizvodi više od jednog specifičnog masnog proizvoda, SSHE se često sastoji od dva ili više odjeljaka za hlađenje ili cijevi za hlađenje kako bi se ispunili zahtjevi za fleksibilnu liniju za kristalizaciju. Prilikom proizvodnje različitih kristaliziranih masnih proizvoda od različitih mješavina masti, potrebna je fleksibilnost jer se karakteristike kristalizacije mješavina mogu razlikovati od jedne mješavine do druge.
Proces kristalizacije, uslovi obrade i parametri obrade imaju veliki uticaj na karakteristike gotovih margarina i namaza. Prilikom projektovanja linije za kristalizaciju važno je identifikovati karakteristike proizvoda koji se planiraju proizvoditi na toj liniji. Da bi se osigurala investicija za budućnost, neophodna je fleksibilnost linije, kao i individualno kontrolisani parametri obrade, budući da se asortiman proizvoda od interesa može mijenjati s vremenom, kao i sa sirovinama.
Kapacitet linije određen je površinom za hlađenje SSHE-a. Dostupne su mašine različitih veličina, od linija niskog do visokog kapaciteta. Također su dostupni različiti stepeni fleksibilnosti, od opreme s jednom cijevi do linija s više cijevi, što rezultira visokom fleksibilnošću proizvodnih linija.
Nakon što se proizvod ohladi u SSHE-u, on ulazi u mašinu sa igličastim rotorom i/ili međukristalizatore u kojima se mijesi određeni vremenski period i određenim intenzitetom kako bi se pomoglo u promovisanju trodimenzionalne mreže, koja na makroskopskom nivou predstavlja plastičnu strukturu. Ako je proizvod namijenjen za distribuciju kao umotan proizvod, ponovo će ući u SSHE prije nego što se slegne u cijevi za odmaranje prije umotavanja. Ako se proizvod puni u čaše, cijev za odmaranje nije uključena u liniju kristalizacije.

PAKOVANJE, PUNJENJE I PRETAPANJE (ZONA 5)

Na tržištu su dostupne različite mašine za pakovanje i punjenje, ali one neće biti opisane u ovom članku. Međutim, konzistencija proizvoda se veoma razlikuje ako se proizvodi za pakovanje ili punjenje. Očigledno je da pakovani proizvod mora imati čvršću teksturu od punjenog proizvoda, a ako ta tekstura nije optimalna, proizvod će biti preusmjeren u sistem za pretapanje, rastopljen i dodan u međuspremnik za ponovnu obradu. Dostupni su različiti sistemi za pretapanje, ali najčešće korišteni sistemi su PHE ili SSHE niskog pritiska.
AUTOMATIZACIJA
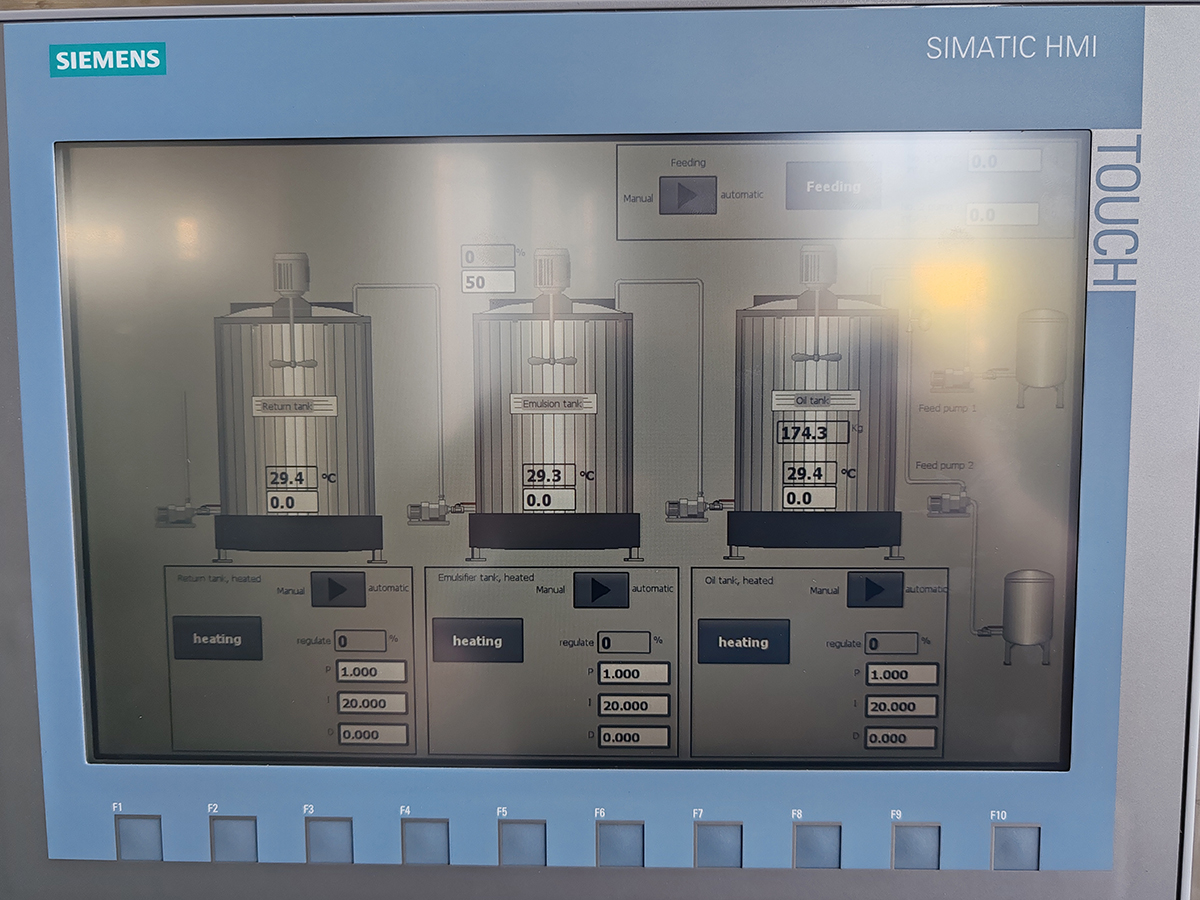
Margarin, kao i drugi prehrambeni proizvodi, u mnogim se fabrikama danas proizvodi pod strogim procedurama sljedivosti. Ove procedure, koje obično obuhvataju sastojke, proizvodnju i gotov proizvod, rezultiraju ne samo poboljšanom sigurnošću hrane, već i konstantnim kvalitetom hrane. Zahtjevi sljedivosti mogu se implementirati u kontrolni sistem fabrike, a Shiputec kontrolni sistem je dizajniran da kontroliše, bilježi i dokumentuje važne uvjete i parametre koji se odnose na kompletan proizvodni proces.
Kontrolni sistem je opremljen zaštitom lozinkom i omogućava bilježenje historijskih podataka svih parametara uključenih u liniju za preradu margarina, od informacija o recepturi do evaluacije konačnog proizvoda. Zapisivanje podataka uključuje kapacitet i izlaz visokotlačne pumpe (l/sat i povratni pritisak), temperature proizvoda (uključujući proces pasterizacije) tokom kristalizacije, temperature hlađenja (ili pritiske rashladnog medija) SSHE-a, brzinu SSHE-a i mašina sa igličastim rotorom, kao i opterećenje motora koji pokreću visokotlačnu pumpu, SSHE i mašine sa igličastim rotorom.
Sistem upravljanja

Tokom obrade, operateru će se slati alarmi ako su parametri obrade za određeni proizvod izvan granica; oni se postavljaju u editoru recepata prije proizvodnje. Ove alarme treba ručno potvrditi i poduzeti radnje u skladu s procedurama. Svi alarmi se pohranjuju u historijski sistem alarma za kasniji pregled. Kada proizvod napusti proizvodnu liniju u odgovarajuće zapakiranom ili napunjenom obliku, osim naziva proizvoda, obično je označen datumom, vremenom i identifikacijskim brojem serije za kasnije praćenje. Kompletna historija svih proizvodnih koraka uključenih u proces proizvodnje se stoga pohranjuje radi sigurnosti proizvođača i krajnjeg korisnika, odnosno potrošača.
CIP

Postrojenja za čišćenje na licu mjesta (CIP = čišćenje na licu mjesta) također su dio modernog postrojenja za proizvodnju margarina, budući da se postrojenja za proizvodnju margarina trebaju redovno čistiti. Za tradicionalne proizvode od margarina jednom sedmično je normalan interval čišćenja. Međutim, za osjetljive proizvode poput proizvoda s niskim udjelom masti (visok sadržaj vode) i/ili s visokim udjelom proteina, preporučuju se kraći intervali između CIP-a.
U principu, koriste se dva CIP sistema: CIP postrojenja koja koriste sredstva za čišćenje samo jednom ili preporučena CIP postrojenja koja rade putem puferskog rastvora sredstava za čišćenje gdje se sredstva poput lužine, kiseline i/ili dezinficijensa vraćaju u pojedinačne CIP rezervoare nakon upotrebe. Potonji proces je poželjniji jer predstavlja ekološki prihvatljivo rješenje i ekonomično je rješenje u pogledu potrošnje sredstava za čišćenje, a time i njihovih troškova.
U slučaju da je u jednoj fabrici instalirano nekoliko proizvodnih linija, moguće je postaviti paralelne trake za čišćenje ili CIP satelitske sisteme. To rezultira značajnim smanjenjem vremena čišćenja i potrošnje energije. Parametri CIP procesa se automatski kontrolišu i evidentiraju za kasnije praćenje u kontrolnom sistemu.
ZAVRŠNE NAPOMENE
Prilikom proizvodnje margarina i srodnih proizvoda, važno je imati na umu da ne samo sastojci poput korištenih ulja i masti ili receptura proizvoda određuju kvalitet konačnog proizvoda, već i konfiguracija postrojenja, parametri obrade i stanje postrojenja. Ako linija ili oprema nisu dobro održavani, postoji rizik da linija ne radi efikasno. Stoga je za proizvodnju visokokvalitetnih proizvoda neophodno dobro funkcionirajuće postrojenje, ali je važan i izbor mješavine masti s karakteristikama koje odgovaraju konačnoj namjeni proizvoda, kao i ispravna konfiguracija i izbor parametara obrade postrojenja. Na kraju, ali ne i najmanje važno, konačni proizvod mora biti temperaturno tretiran u skladu s konačnom upotrebom..
Vrijeme objave: 19. decembar 2023.